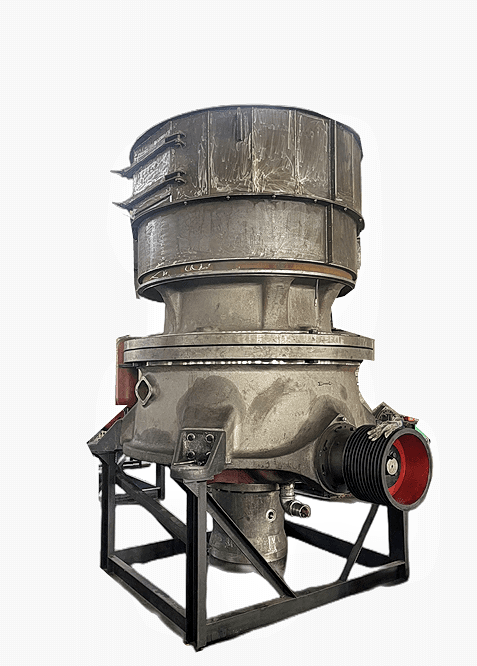






Ưu điểm sản phẩm của Máy nghiền côn Sandvik CS/CH
1,Máy nghiền côn Sandvik CS/CH bằng cách chọn các loại khoang nghiền khác nhau và khoảng cách lệch tâm có thể điều chỉnh được.
2、Máy nghiền côn Sandvik CS/CH có thể dễ dàng thích ứng với các yêu cầu sản xuất khác nhau. Vì tính linh hoạt vốn có của nó, người dùng có thể đáp ứng hầu hết các nhu cầu sản xuất trong tương lai với những thay đổi liên tục. Dù là nghiền hai giai đoạn hay nghiền ba giai đoạn đều là sự lựa chọn hợp lý.
3,Máy nghiền côn Sandvik CS/CH cung cấp khả năng bảo vệ quá tải tự động và được trang bị hệ thống điều chỉnh xả quặng thông minh, giúp cải thiện đáng kể tỷ lệ sử dụng thiết bị và tự động thích ứng với sự thay đổi của điều kiện cấp liệu.
4,Thông qua việc kiểm tra thường xuyên và hệ thống bồi thường riêng, người dùng có thể tận dụng tối đamáy nghiềnlớp lót, và ngay cả khi lớp lót bị mòn, nó cũng có thể đảm bảo năng lực sản xuất và các yêu cầu kỹ thuật của sản phẩm.
5,Hệ thống bảo vệ an toàn tự động của hệ thống điều khiển thủy lực được cung cấp chức năng điều chỉnh cổng xả quặng.
6,Một cân nặngxi lanh thủy lựcđược sử dụng để đỡ trục chính và điều chỉnh vị trí của nó. Với tính năng bảo vệ quá tải tự động, khối sắt hoặc các vật liệu không thể phá vỡ khác có thể di chuyển an toàn trong quá trình sản xuất và trục xoay có thể tự động trở về vị trí ban đầu.
7、Giám sát tải nghiền thực tế và các thông số liên quan bên trong máy nghiền trong toàn bộ quá trình để đảm bảo công suất sản xuất tối đa.
số 8, Máy nghiền côn Sandvik CS/CHbao gồm dòng CS và CH. Ở công ty chúng tôi,CS440máy nghiền hình nón vàCS660máy nghiền hình nón là loại bán chạy nhất, trong khi dòng CH là loạiCH660máy nghiền hình nón phổ biến.
9、Ngoài việcmáy nghiền côn CS440,máy nghiền hình nón CS660, Vàmáy nghiền hình nón CH660, các mô hình khác cũng được ưa chuộng.
Thông số kỹ thuật của Máy nghiền côn Sandvik CS/CH
| Người mẫu | Kích thước cho ăn tối đa (mm) | Cỡ quặng rơi ra (mm) | Trọng lượng (kg) | Công suất động cơ (kw) | Công suất (t/h) |
| CH420 | 135 | 4-35 | 5300 | 90 | 22-128 |
| CH430 | 185 | 5-38 | 9200 | 132 | 37-219 |
| CH440 | 215 | 6-44 | 14300 | 250 | 68-413 |
| CH660 | 275 | 10-51 | 23500 | 315 | 143-662 |
| CH870 | 300 | 10-70 | 50000 | 520 | 280-1512 |
| CH880 | 370 | 8-70 | 66500 | 600 | 309-2128 |
| CS420 | 240 | 19-38 | 6800 | 90 | 70-168 |
| CS430 | 360 | 19-51 | 12000 | 160 | 91-344 |
| CS440 | 450 | 25-54 | 19300 | 250 | 195-601 |
| CS660 | 560 | 38-83 | 36500 | 315 | 318-1050 |


Các bộ phận của Máy nghiền côn Sandvik CS/CH

Giới thiệu nhà máy 🔗
Nhà máy của chúng tôi có lịch sử hơn 20 năm, có tổng diện tích 36000 mét vuông và được trang bị thiết bị sản xuất tiên tiến. Tại nhà máy của chúng tôi, chúng tôi đã sản xuất hơn 1000 bộ mining equipment. Với sự đảm bảo chất lượng đáng tin cậy và dịch vụ hậu mãi chất lượng cao, chúng tôi đã giành được sự tán dương nhất trí của đa số người dùng.
Sản phẩm của công ty chúng tôi chủ yếu bao gồm các thiết bị khai thác mỏ như máy nghiền côn, máy nghiền quay, máy nghiền hàm, máy nghiền bi,… Các thông số kỹ thuật của thiết bị từ lớn đến nhỏ, mẫu mã hoàn chỉnh. Hiện nay, trong các sản phẩm cốt lõi của công ty chúng tôi có rất nhiều chủng loại máy nghiền côn. Ngoài máy nghiền lò xo cổ điển, máy nghiền côn đa xi lanh chính HP/MC và máy nghiền xi lanh đơn CH-CS/SC tiếp theo của công ty chúng tôi đều được sản xuất theo bản vẽ gốc nhập khẩu 1:1, có thể thay thế máy nghiền nhập khẩu nguyên bản. Nhờ hiệu quả chi phí cao và dịch vụ hậu mãi kịp thời, họ đã nhận được sự công nhận và ủng hộ từ nhiều khách hàng. (Chi tiết cụ thể vui lòng tham khảo thông tin sản phẩm trên website chính thức)
Công ty chúng tôi cũng có kho phụ kiện dài hạn và các bộ phận dễ bị hư hỏng, chẳng hạn như Symons, Sandvik và Mesto, có thể thay thế bằng các phụ kiện chính hãng. Chỉ cần cung cấp số bộ phận ban đầu để sản xuất, vật liệu và kích thước đáp ứng chất lượng ban đầu. Điều này giúp người dùng có thể yên tâm sử dụng và mua hàng trước và sau khi mua, đảm bảo sản xuất.





Đóng gói Máy nghiền côn Sandvik CS/CH 🔗




Hình ảnh tại chỗ của Máy nghiền côn Sandvik CS/CH 🔗


Hướng dẫn cài đặt của Máy nghiền côn Sandvik CS/CH
01. Lắp đặt khung gầm
1) Thiết bị được đặt trên cơ sở xây dựng.
2) Vị trí đặt thiết bị: Thiết bị cần được nhúng sẵn các bu lông neo theo bản vẽ móng (theo yêu cầu của người sử dụng cũng có thể bỏ qua các bu lông neo và có thể sử dụng sơ đồ sắt nhúng sẵn):
Một. Thực hiện phun vữa lần 2 theo vị trí các bu lông móng trên bản vẽ móng.
b. Sau khi lớp vữa thứ cấp cứng lại, lắp đặt khung đế.
3) Khi lắp đặt khung gầm, phải duy trì độ cao nghiêm ngặt. Trước khi lắp đặt, các vị trí tương ứng của các miếng đệm giảm chấn dưới khung phải được đánh bóng bằng phẳng và phải kiểm tra độ phẳng của nền bằng máy đo mức.
4) Duy trì độ phẳng của đế có thể đảm bảo sự cân bằng động của thiết bị, do đó đảm bảo hiệu quả độ tin cậy của máy.
02. Lắp đặt các bộ phận truyền động
1) Vòng bi được lắp đặt nóng và vị trí dọc trục của vòng bi so với trục truyền động phải được đảm bảo khi lắp đặt trục truyền động.
2) Sau khi lắp đặt trục truyền động, cần kiểm tra chuyển động dọc trục.
3) Khi lắp đặt miếng đệm và ròng rọc chủ, phải bôi một lớp keo lên phần tiếp xúc phẳng và bề mặt phím phẳng.
4) Việc tháo puly chủ có thể được thực hiện bằng thiết bị thủy lực.
03. Lắp đặt linh kiện máy kích từ
1) Bộ phận kích thích có ba khối lệch tâm, có các phím tương ứng với khối lệch tâm trên, dưới và ống bọc trục. Có ba bộ rãnh then trên ống bọc trục, có thể được thay thế bằng các bộ rãnh then khác nhau để kéo dài tuổi thọ của ống bọc trục.
2) Có nhiều rãnh then ở mặt ngoài của phần hình quạt của ba khối lệch tâm. Phím dài cố định khối lệch tâm ở giữa thông qua lực của khối lệch tâm trên và dưới. Khi sử dụng, vị trí tương đối của khối lệch tâm giữa và khối lệch tâm trên và dưới có thể được thay đổi khi cần thiết để thu được các lực nghiền khác nhau.
3) Khi xếp dỡ các khối lệch tâm, có thể sử dụng nêm góc nhỏ để mở rộng độ mở của khối lệch tâm một chút để dễ dàng xếp dỡ.
4) Khóa khối lệch tâm bằng bu lông thép cường độ cao để chìm đai ốc vào rãnh hở một bên. Nếu do điều kiện, các bu lông cường độ cao khác chỉ có thể sử dụng tại chỗ thì phải đảm bảo các bu lông không bị xoay 90° sau khi chìm. Nếu không, các tấm sắt mỏng phải được hàn ở hai bên đối xứng của đai ốc để đảm bảo đai ốc có thể được khóa bằng rãnh mở.
5) Sau khi siết chặt đai ốc sao cho hai mặt phẳng ở lỗ mở song song, dùng thanh lực dài một mét để siết chặt đai ốc lại đến một góc nhất định khi tác dụng lực siết trước. Sau khi tác dụng lực siết trước, hãy khóa đai ốc lại.
6) Lắp hai tấm khóa gần với khối lệch tâm. Nếu có khe hở giữa bề mặt trên và rãnh then trục của ống bọc trục, có thể đặt một tấm sắt mỏng dưới tấm khóa để bù vào khe hở. Siết chặt các bu lông và khóa chúng thật chặt.
04. Lắp đặt linh kiện máy kích thích và giá đỡ côn động lực
1) Để đảm bảo tiếp xúc đồng đều và tốt, miếng đệm hình cầu hỗ trợ phụ phải được cạo và đánh bóng kết hợp với miếng thép hỗ trợ hình nón động, và đảm bảo mỗi 25 mm trên vòng ngoài của miếng đệm hình cầu × 25 mm có tiếp xúc 10-15 điểm, đồng thời tạo ra một khe hở hình khuyên nhỏ ở vòng trong.
2) Đặt máy kích thích rung bằng phẳng trên mặt đất, có giá đỡ hình nón di động được đặt trên đó. Đặt mặt bích trên ống bọc trục, lắp ống bọc côn và vòng chặn, đồng thời đảm bảo rằng vòng chặn vừa khít với rãnh then theo chu vi của ống bọc trục và chìm vào bậc của ống bọc côn.
3) Từ từ nâng giá đỡ côn di động lên để cho phép thiết bị kích thích hơi tách ra khỏi mặt đất. Siết chặt 8 bu lông trên mặt bích từng bước, lặp đi lặp lại và đối xứng, sau đó khóa các bu lông theo cặp bằng dây sắt.
4) Việc lắp đặt chính xác tấm đệm hình cầu hỗ trợ phụ trợ và bộ kích thích có lợi cho việc đảm bảo độ tin cậy khi vận hành thiết bị.
05. Lắp đặt linh kiện côn chuyển động
1) Loại bỏ lớp dầu bảo vệ khỏi trục chính được phủ, bề mặt hình cầu và bề mặt hình nón.
2) Bôi một lớp dầu khô màu vàng lên bề mặt trục xoay và một lớp dầu mỏng lên bề mặt hình cầu và hình nón.
3) Bọc trục xoay bằng giấy nhựa mỏng để tránh nhiễm bẩn.
4) Đặt nón chuyển động lên khung sắt, hàn hai vòng nâng đối xứng ở mặt ngoài của tấm lót nón chuyển động, nâng tấm lót nón chuyển động lên và lắp vào nón chuyển động. Lắp tấm lót nhỏ, vòng đệm và đai ốc nắp (ren bên trái), sau đó sử dụng cờ lê và búa tạ đặc biệt để siết chặt đai ốc nắp. Sử dụng thước đo cảm biến để kiểm tra khe hở giữa tấm lót côn chuyển động xung quanh và nón chuyển động, đảm bảo khe hở gần như bằng 0 và nhất quán xung quanh.
5) Trong quá trình lắp ráp, nhấc bộ phận hình nón chuyển động ở đai ốc, đặt nhẹ nhàng và từ từ trục chính của hình nón chuyển động vào ống bọc trục của bộ phận kích thích rung và làm cho bề mặt hình cầu của hình nón chuyển động tiếp xúc với miếng đệm hình cầu một cách đều đặn. của giá đỡ côn chuyển động, tránh để vòng hình lưỡi hoặc mép ngoài của nón chuyển động bị nâng lên trên giá đỡ côn chuyển động và làm hỏng vòng đệm.
06. Lắp vòng điều chỉnh
1) Các bộ phận của vòng điều chỉnh bao gồm phễu, vòng ren và tấm lót hình nón cố định, chất lượng lắp đặt của chúng cũng có thể ảnh hưởng đến độ ổn định khi vận hành thiết bị, hiệu ứng nghiền và tuổi thọ của tấm lót hình nón cố định.
2) Tấm lót hình nón cố định và vòng ren tiếp xúc qua bề mặt hình nón. Trong quá trình lắp đặt, đặt tấm lót hình nón cố định vào đúng vị trí, đặt vòng ren trực tiếp lên đó, đặt mặt bích lên vòng ren, kẹp vòng kẹp vào vòng ngoài của cổ tấm lót hình nón cố định, sau đó siết chặt từng bu lông một cách liên tục và đối xứng để nâng và kẹp mặt bích.
3) Sau khi lắp đặt tấm lót hình nón cố định, có thể lắp đặt các bộ phận như bàn ủi áp lực, vòng đệm và phễu.
07. Lắp đặt cơ cấu khóa
1) Xác định vị trí tương đối của cấu trúc khóa và vòng đỡ dựa trên chốt định vị, vít vào vòng điều chỉnh và điều chỉnh đến vị trí thích hợp để có được khe hở xả làm việc phù hợp.
2) Luôn đảm bảo kết cấu khóa song song với vòng đỡ, mở trạm bơm cao áp, điều chỉnh áp suất đến 13MPa và vặn dần dần, lặp đi lặp lại và đối xứng xuống thanh trên của giắc kết cấu khóa cho đến khi hoàn toàn. thắt chặt.
3) Tắt bơm cao áp và loại bỏ áp suất còn lại khỏi bơm cao áp.
4) Do cấu trúc khóa được thực hiện thông qua lò xo đĩa nên bơm cao áp không thể mở được trong quá trình vận hành thiết bị bình thường.
08. Lắp đặt thiết bị bôi trơn
1) Thiết bị bôi trơn được lắp đặt theo sơ đồ lắp ráp do công ty chúng tôi cung cấp và người dùng cần chuẩn bị các ống dầu HG4-761-74 cần thiết và các bộ phận khác để lắp đặt. Ống dẫn dầu vào phải có khả năng chịu được áp suất>10MPa.
2) Cấu hình của thiết bị bôi trơn phải đảm bảo bôi trơn trơn tru đầu vào và hồi dầu.
3) Sau khi hoàn tất việc lắp đặt thiết bị bôi trơn, thiết bị bôi trơn phải được kiểm tra trước, đồng thời phải gỡ lỗi hệ thống bôi trơn và điều khiển. Nếu phát hiện bất kỳ lỗi nào trong hệ thống bôi trơn, chúng phải được tháo rời và sửa chữa.
4) Cũng cần phải gỡ lỗi hệ thống điều khiển nhiệt độ và áp suất của thiết bị bôi trơn, đồng thời kiểm tra độ tin cậy của đồng hồ đo áp suất và nhiệt độ tiếp xúc điện, cũng như kết nối của chúng với tủ điều khiển điện, bằng cách điều chỉnh áp suất và nhiệt độ con trỏ giới hạn trên và dưới, để đảm bảo độ tin cậy của hệ thống điều khiển thiết bị.